Moule d'injection sur mesure pour l'industrie plastique - Prototype, série, polyuréthane (RIM) et soufflage
Obtenir un devis / prix
Prix et détails sur demande
Vendu
par THEO MECA
En savoir plus
Description
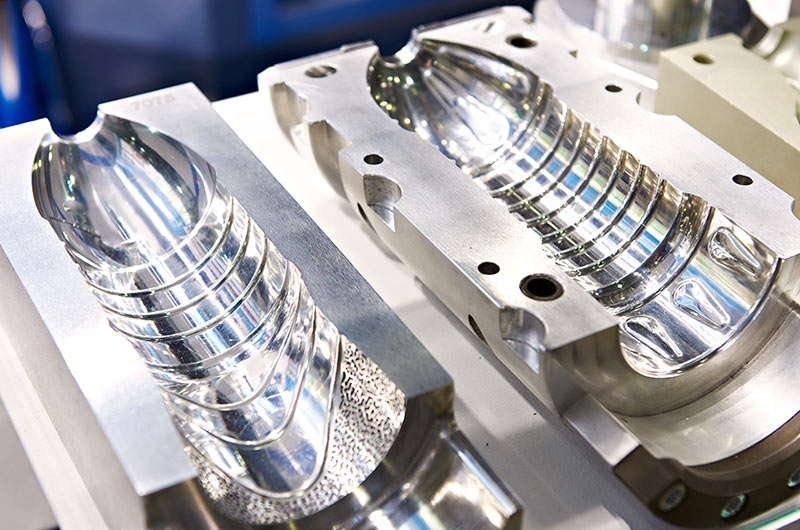
Moule à injection
Théomeca est reconnue dans la conception et la fabrication de moules d’injection destinés à l’industrie plastique, couvrant une large gamme d’applications et domaines d’activité.
Avec 30 ans d’antériorité dans le domaine, Théomeca est à même de prendre les projets dans leur ensemble sans recours à la sous-traitance ni autre faiseur. La maîtrise de nos process est complète.
Théoméca se positionne sur les spécialités suivantes :
- Prototype
- Série
- Polyuréthane (RIM)
- Soufflage
De l’étude de faisabilité jusqu’aux essais chez le client, Théoméca compte sur de multiples technologies afin de fournir des solutions clé en main.
Le moulage par injection permet la fabrication de pièces en petites à grandes séries en plastique, élastomères ou autres matières premières ayant des points de fusion relativement peu élevés (thermoformables).
La technique consiste à réchauffer la matière pour l’injecter dans le moule, puis à mettre suffisamment de pression pour combler toutes les cavités du moule. Ce nombre de cavités ou empreintes du moule, associé au temps de cycle (chauffe, injection et refroidissement), détermine la productivité du process.
Les moules sont constitués de deux demi-coquilles qui viennent se loger sur la presse d’injection (une statique, une dynamique). Celles-ci sont fréquemment équipées d’éjecteurs (ou barres d’éjection) permettant de faciliter le démoulage de la pièce enserrée dans le moule.
Il faut également veiller à la réduction des frottements lors de la phase de démoulage, surtout lorsque les surfaces sont lisses et la rétraction lors du refroidissement importante (retrait). Ceci peut être facilité en utilisant des angles d’usinage ou autres dépouilles qui feront partie de la conception même du moule.
Il se peut également que le moule doive être équipé d’inserts permettant d’accroître localement la résistance de la pièce moulée.
La conception d’un moule doit faire l’objet de toutes les attentions : il faut non seulement que la pièce se démoule facilement, que le résultat d’usinage soit parfait, mais également s’assurer que celui-ci est entièrement rempli lors de la phase d’injection.
Produits similaires dans la catégorie qui peuvent vous intéresser

Prix sur demande
Vendu par : ATMO Moulistes
Vendeur certifié
L’injection plastique dans le secteur de l’électroménager - ATMO est en mesure de créer des moules à injection plastique au profit des industriels de l’électroménager. - Voici quelques exemples de composants et d’accessoires pour petit électroménager et robots ménagers pour lesque
Voir le produit

Prix sur demande
Vendu par : UNIMOLD
Conformément à sa nomination, ce moule injection plastique est un outillage pour moulage plastique destiné aux grandes séries (plusieurs millions de pièces). Les paramètres essentiels à considérer : - Le temps de cycle - Le vieillissement du moule - L'entretien - Ce sont généralement d
Voir le produit

Prix sur demande
Vendu par : PLASTISEM
POURQUOI FABRIQUER UN OUTILLAGE POUR L’INJECTION PLASTIQUE ? L’atelier mouliste Plastisem pour la fabrication de vos moules pour pièces plastiques. Pour la fabrication des nouveaux outillages pour l’injection plastique, Plastisem dispose en interne dans son usine de Neuville - en - Ferrain, d
Voir le produit

Prix sur demande
Vendu par : UNIMOLD
Un moule prototype est un moule d'injection plastique qui sert à réaliser des pièces prototypes d'injection. Plus lent que le prototypage rapide (par fabrication additive notamment), ce type de moule en plastique permet néanmoins d'obtenir des pièces finies dans la bonne matière première. Ces
Voir le produit

Moule de petites et moyennes séries - Unimold - moule multi empreinte 110kg pour injection plastique
Prix sur demande
Vendu par : UNIMOLD
Ce sont des moules pour l'injection plastique qui sont destinés à produire des petites séries (de quelques centaines de pièces à quelques milliers). Ce type de moule injection plastique est généralement utilisé durant de nombreuses années avec une contrainte financière assez importante pou
Voir le produit

Prix sur demande
Vendu et fabriqué par : ATMO Moulistes
Vendeur certifié
Spécialiste du moule pour l'injection plastiqueAvec plus de 35 ans d’expérience dans le domaine de la plasturgie, ATMO, fabricant de moules pour injection plastique, est une entreprise familiale de taille humaine sur laquelle vous pouvez compter.Nous valorisons une relation de proximité avec no
Voir le produit

Prix sur demande
Vendu par : PORTIER MECANIQUE SARL - Fabriquant Français
Fort de nos 32 ans d'expérience, nous mettons notre expertise à votre service afin de réaliser vos projets. Nous concevons en 3D et fabriquons des moules d'injections petites et moyennes séries avec des aciers de qualités. Au quotidien, nous nous engageons à vous servir un travail de qualité
Voir le produit
 - injection plastique")
Prix sur demande
Vendu par : UNIMOLD
Un moule prototype est un moule d'injection plastique qui sert à réaliser des pièces prototypes d'injection. Plus lent que du prototypage rapide (par fabrication additive notamment), ce type de moule en plastique permet néanmoins d'obtenir des pièces finies dans la bonne matière première. Ces
Voir le produit

Prix sur demande
Vendu par : SARL BG PLASTIC
ETUDE ET RÉALISATION DE MOULES D'INJECTION MATIÈRE PLASTIQUE TECHNIQUE - Prototypes Petite, Moyenne et Grandes Série - ACCOMPAGNER VOS PROJETS DE L’ÉTUDE À LA RÉALISATION - Réalisation de moule d’injection technique - Réalisation de moule d’injection - Réalisation d’outils de d
Voir le produit

Prix sur demande
Vendu par : ATMO Moulistes
Vendeur certifié
L’injection plastique dans le domaine de l’électronique - ATMO, votre atelier mouliste, peut concevoir tous les éléments techniques dont vous avez besoin, notamment : - Des boîtiers de contrôle et pour écrans, - Des cadrans, - Des pièces pour les boîtiers Wi - Fi, - Des écoute
Voir le produit
Obtenez des devis
pour plusieurs produits à la fois
1
Vous décrivez rapidement votre besoin de matériel
2
Nous sélectionnons les meilleurs fournisseurs pour votre projet
3
Vous recevez des premières propositions sous 48h
Quel type de fabrication de moule à injection recherchez-vous ?
Retrouvez nos conseils pour choisir
votre
moule pour injection plastique




